Tratamiento de aguas residuales en la industria cervecera y de bebidas azucaradas
El tratamiento de aguas residuales en la industria cervecera es un proceso esencial para reducir el impacto ambiental, mejorar la eficiencia de operación y cumplir con los Límites Máximos Permisibles (LMP) establecidos por la normativa peruana.
En Flowen, desarrollamos soluciones especializadas que permiten a las empresas del sector reducir sus costos operativos, cumplir con las normas de vertimiento y aprovechar el recurso hídrico de manera sostenible.
Contexto del problema
En los últimos años, la industria de bebidas alcohólicas y azucaradas ha crecido de forma constante, aumentando su demanda de agua y, por tanto, la generación de efluentes industriales.
Estas aguas residuales presentan características complejas:
-
Alta carga orgánica (DQO > 5,000 mg/L)
-
Altas concentraciones de sólidos suspendidos (SST hasta 3,000 mg/L)
-
Presencia de coloides, azúcares, proteínas, fibras, grasas y detergentes
En Perú, el D.S. N.º 003-2002-PRODUCE establece límites estrictos para la descarga de aguas residuales en la industria cervecera, particularmente en DBO₅ y SST.
Límites máximos permisibles para descargas de aguas residuales
| PARÁMETROS | CERVEZA EN CURSO | CERVEZA NUEVA |
|---|---|---|
| pH | 6 – 9 | 6 – 9 |
| Temperatura (°C) | 35 | 35 |
| Sólidos Susp. Tot. (mg/l) | 50 | 30 |
| Aceites y Grasas (mg/l) | 5 | 3 |
| DBO₅ (mg/l) | 50 | 30 |
| DQO (mg/l) | 250 | 50 |
| Sulfuro (mg/l) | – | – |
| Cromo VI (mg/l) | – | – |
| Cromo Total (mg/l) | – | – |
| Coliformes Fecales (NMP/100ml) | – | – |
| N – NH₄ (mg/l) | – | – |
Alternativas para el tratamiento eficiente
Una de las soluciones más efectivas para esta industria es la implementación de reactores anaerobios de alta tasa, capaces de manejar altas cargas orgánicas con bajo consumo energético.
Estos sistemas reducen significativamente la DBO y la DQO, requieren poco espacio y generan biogás aprovechable como fuente de energía.
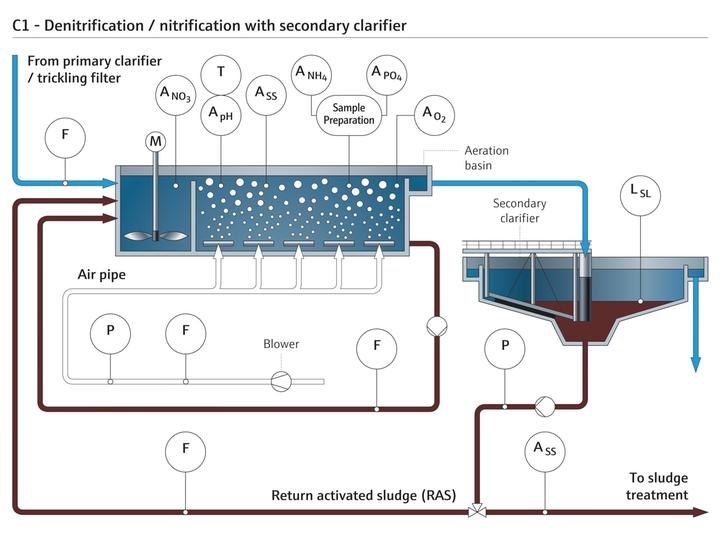
Diagrama del proceso de tratamiento
🔁 Etapas del tratamiento de aguas residuales en cervecerías
1️⃣ Pretratamiento: remoción de sólidos y grasas
El pretratamiento evita obstrucciones y daños en los equipos posteriores.
Incluye:
-
Tamices o rejillas para retener sólidos gruesos.
-
Flotación por aire disuelto (DAF) o sedimentador primario para eliminar grasas y sólidos finos.
-
Coagulación–floculación para reducir turbidez y mejorar la decantación.
👉 Estos procesos pueden eliminar hasta el 90 % de los sólidos suspendidos, garantizando una mejor eficiencia biológica posterior.
2️⃣ Tratamiento biológico: anaerobio y aerobio
Los procesos biológicos son el corazón del tratamiento de aguas residuales en la industria cervecera.
-
Reactor anaerobio (UASB, IC o EGSB):
-
Remoción de 80–95 % de DBO y DQO.
-
Producción de biogás (CH₄ y CO₂) como fuente energética.
-
Bajo consumo de energía y mantenimiento.
-
-
Reactor aerobio (laguna aireada o MBBR):
-
Completa la degradación de materia orgánica residual.
-
Garantiza el cumplimiento de los valores normativos incluso en picos de carga o variaciones de flujo.
-
3️⃣ Pulido del agua tratada
Esta fase mejora la calidad final del efluente, preparándolo para su reúso o vertimiento seguro.
Se utilizan:
-
Filtros de zeolita o anillas para retener partículas remanentes.
-
Carbón activado para eliminar compuestos orgánicos y olores.
-
Desinfección UV o cloro para remover microorganismos patógenos.
👉 Con este proceso, el efluente final puede alcanzar valores menores a 50 mg/L de SST y ser reutilizado en limpieza de equipos o riego industrial.

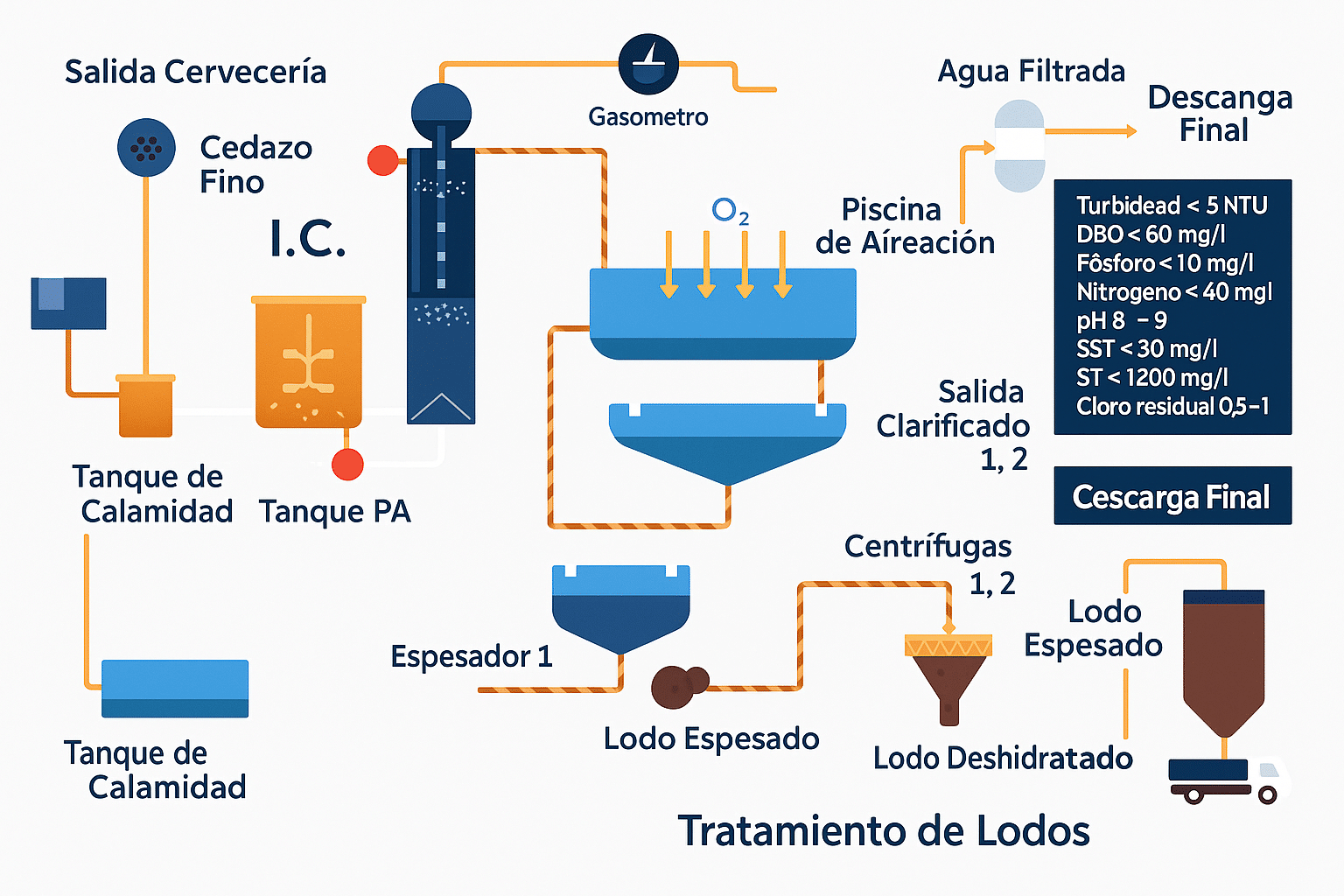
Figura 3: Vista general de una planta de tratamiento de aguas residuales de la industria cervecera.
Parámetros de diseño típicos
| PARÁMETRO | UNIDAD | VALOR |
|---|---|---|
| Flujo | m³/día | 4,080 |
| Flujo promedio | m³/hora | 170 |
| Flujo pico | m³/hora | 380 |
| DQO | mg/L | <4,600 |
| DQO | kg/día | 18,768 |
| DBO₅ | mg/L | 3,450 |
| DBO₅/DQO | – | >0.75 |
| SST | mg/L | <600 |
| pH | – | 8.6–12.9 |
| Nitrógeno total | mg/L | 100 |
| Fósforo Total | mg/L | 30 |
| Temperatura | °C | 30–39 |
| Sulfatos | mg/L | <300 |
| Aceites y grasas | mg/L | <15 |
Tratamiento y valorización de lodos
Los lodos pueden representar hasta el 30 % del costo operativo (OPEX) en una planta de tratamiento.
Sin embargo, una gestión adecuada permite reducir costos y recuperar recursos.
Las estrategias más efectivas incluyen:
-
Digestión anaerobia: reduce el volumen y genera biogás.
-
Deshidratación mecánica: (centrífuga, tornillo o filtro prensa) disminuye el contenido de agua hasta un 80–90 %.
-
Secado solar o térmico: para estabilizar y facilitar la disposición final.
-
Reaprovechamiento del agua del lodo: en procesos industriales no críticos.
Estas acciones permiten disminuir el volumen de disposición y reutilizar parte del agua tratada, contribuyendo a una operación más sostenible y rentable.
Conclusiones
El tratamiento de aguas residuales en la industria cervecera no solo es un requisito normativo, sino una oportunidad para optimizar recursos y generar valor.
Implementar sistemas adecuados permite:
✅ Reducir el consumo de agua potable.
✅ Cumplir con las normas ambientales peruanas.
✅ Disminuir costos de operación y disposición de lodos.
✅ Mejorar la reputación ambiental de la empresa.
🌍 Flowen: soluciones integrales para la industria cervecera y de bebidas
En Flowen, diseñamos y operamos plantas de tratamiento de aguas residuales adaptadas a las necesidades de la industria cervecera, de bebidas azucaradas y alimentarias.
Integramos tecnologías anaerobias, aerobias y físico-químicas que garantizan eficiencia, automatización y sostenibilidad.
👉 Contáctanos para conocer cómo podemos ayudarte a transformar tus efluentes en ahorro operativo y cumplimiento ambiental.
📘 Referencia externa:
Consulta los Límites Máximos Permisibles (DS 010-2010-MINAM)