

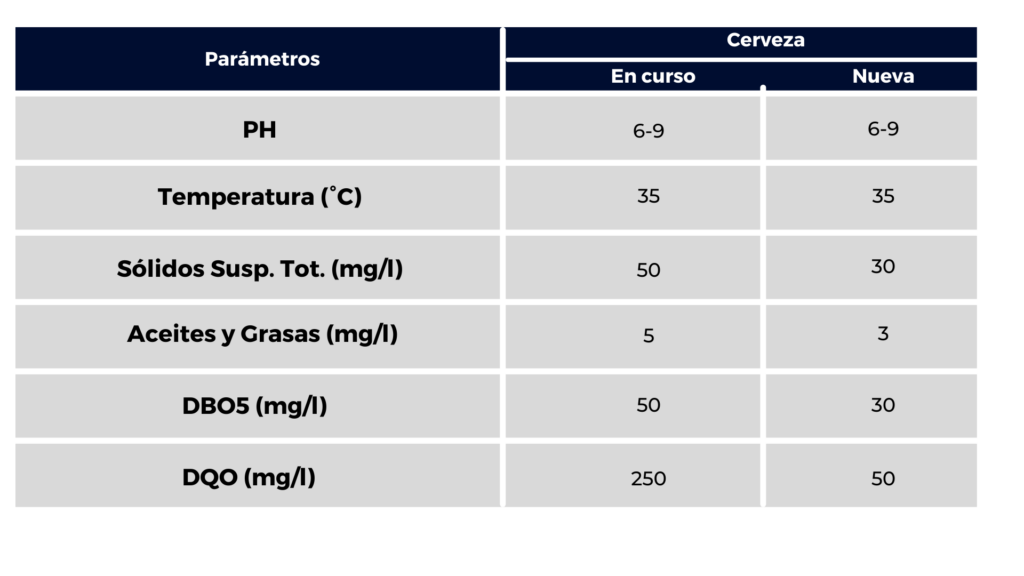
La industria de las bebidas alcohólicas y bebidas azucaradas se ha incrementado a lo largo de los años, esto ha ocasionado que se incremente la demanda de agua para este sector y por lo tanto un aumento en su generación de aguas residuales. Uno de los principales problemas que tienen estos efluentes, es la gran carga de sólidos provenientes del proceso productivo, donde se pueden encontrar: fibras, coloides, partículas en suspensión (hasta 3000 mg/L de Solidos totales suspendidos o SST), partículas sedimentables (Hasta en un 60% del volumen total), entre otros componentes; y sobre todo la gran carga orgánica (Demanda Química de Oxígeno o DQO por encima de los 5000 mg/L) que pueden tener estos efluentes. Además, para el caso peruano, el D.S. 003-2002-PRODUCE es muy exigente para los parámetros de SST y DBO5.
FIGURA 1: Límites Máximos Permisibles para descargas de aguas residuales en aguas superficiales de las actividades de cerveza.
Todo esto sumado, puede ocasionar que el presupuesto para el tratamiento de aguas residuales sea muy elevado y haga inviable cualquier proyecto relacionado.
Una alternativa económica y eficiente, y comprobada mediante la experiencia de muchas empresas de bebidas y cerveza, es el tratamiento biológico mediante reactores anaerobios, los cuales pueden soportar grandes cargas y utilizar áreas mínimas para operación a pesar de los grandes volúmenes. A continuación, se puede ver un esquema básico del proceso:
FIGURA 2: Diagrama de proceso de una planta de tratamiento de aguas residuales de la industria cervecera
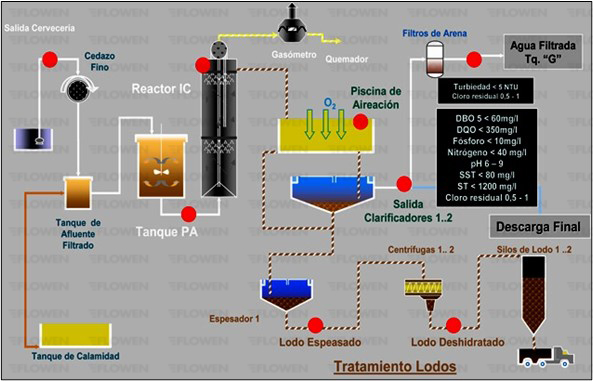
Como se puede observar, como primera etapa es necesario colorar una unidad de tratamiento para poder remover los sólidos de fracción gruesas, propios de un efluente con esas características, ya que podrían interferir con las unidades posteriores e inclusive con el sistema hidráulico. Se pueden colocar tamices rotarios, parabólicos, o cualquier otro tipo que nos ayude a eliminar estos sólidos. Lo recomendable es usar filtrar los sólidos superiores a 0.5 milímetros.
Aunque no fue previsto en el diseño mostrado, con base a la experiencia recolectada de diversas industrias de cerveza, para un tratamiento optimo que disminuya los niveles de sólidos siempre será necesaria una unidad de Flotación por Aire Disuelto (DAF) los cuales pueden aceptar cargar altas de solidos suspendidos y grasas; y presentar eficiencias de remoción en SST entre 60-90%, Aceites y grasas entre 80-90%, y de DQO entre 10-30%; o un Sedimentador Primario, el cual nos ayudará a optimizar la planta de tratamiento de aguas residuales, eliminando hasta en un 80% la cantidad de sólidos sedimentables; además, se pueden integrar sistemas fisicoquímicos como Coagulación – Floculación que aumenten la cantidad de sólidos para ser removidos (Pueden aumentar la eficiencia de remoción de sólidos hasta en un 90%). La elección las unidas, dependerá, netamente de la envergadura del proyecto, y de los parámetros de ingreso, pruebas físico químicas de laboratorio o pruebas piloto.
Luego de esto ingresa a un reactor anaerobio los cuales manejan altas eficiencias de remoción de DBO-DQO entre 80-95% y pueden aceptar altas cargas mayores a 4000mg/L, además de eliminar otros parámetros como sulfatos y sólidos coloidales en un menor porcentaje (40-50%). Estos reactores pueden ser: Reactor Anaerobio de Flujo Ascendente (UASB), de Circulación Interna (IC), o Cama de Lodos de Lecho Expandido (EGSB); y siempre se deben acompañar de forma secuencial con un reactor aerobio, el cual por lo general es una laguna aireada de mezcla completa (también puede ser cualquier tipo de reactor aerobio) con eficiencias de remoción de DBO-DQO remanente de 85 a 90%, la cual recibe una menor carga orgánica del reactor, y puede servir como atenuante en caso el reactor anaerobio pare su operación.
Finalmente, debemos pulir la calidad de agua residual, por lo cual serán necesarios unidades de filtración como pueden ser filtros de anillas, zeolita, e incluso unidades avanzadas por si se requiere una mejor calidad de agua para reúso. Acá se pueden lograr eficiencias de remoción de sólidos que disminuyan la concentración a valores menores de 50mg/L de SST, además de remoción de la DQO remanente.
FIGURA 3: Vista general de una planta de tratamiento de aguas residuales de la industria cervecera (fuente: aguasindustriales.es)

Para esto es necesario poder prever un ahorro económico para hacer viable esta clase de proyectos, y esto solo se puede lograr mediante un correcto diseño del sistema. Esto ayudará a disminuir los costos de tratamiento, que son bastante elevados debido a las normativas que rigen para este tipo de industrias, y por los grandes volúmenes de agua que consume y dispone.
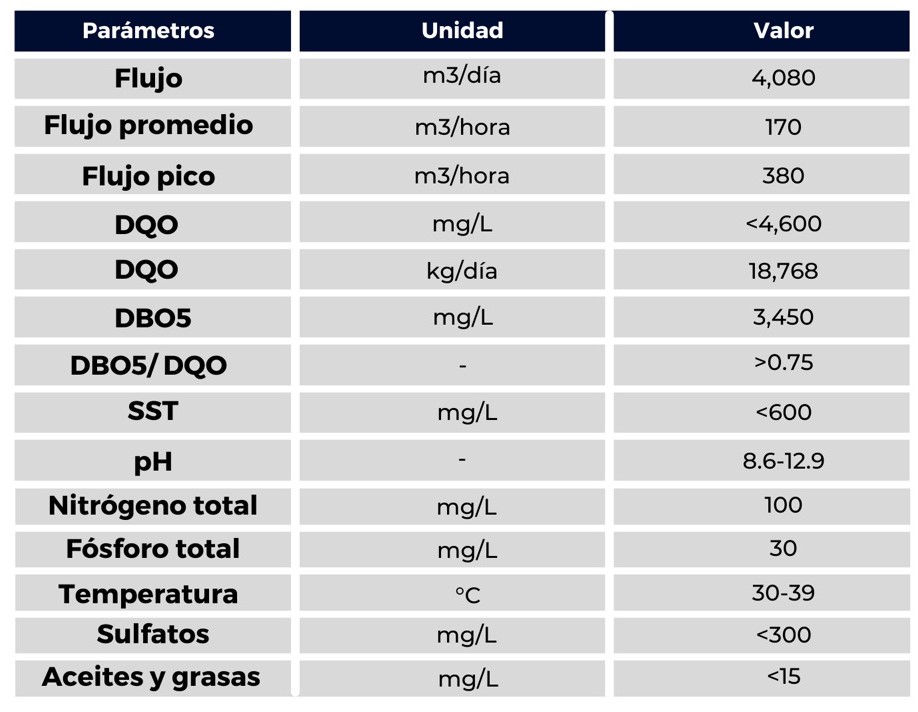
Para lograr esto es necesario tener en cuenta hacer una buena caracterización de los efluentes que se van a tratar, esto nos indicará los criterios que necesitaremos para un correcto diseño. Además, nos dará indicios de cuáles son los problemas que podemos solucionar previos al tratamiento, ya que la mayoría de los parámetros se producen durante el proceso de elaboración de la cerveza. Los parámetros críticos que se encontrarán serán el DQO, SST, DBO, pH, y Aceites y grasas
FIGURA 4: Parámetros de diseño de una planta de tratamiento de aguas residuales de la industria de bebidas y cerveza.
Por último, y no menos importante, podemos agregar que el tratamiento de los lodos debe ser una oportunidad para lograr una disminución de costos operativos en disposición de residuos. Debido a los grandes volúmenes de lodos generados, que representan hasta un 30% del OPEX de la planta de tratamiento y que son generados de forma diaria, muchas veces se opta simplemente por disponerlos, al no tener la certeza de como disminuir esa inversión.
Los sistemas de digestión y deshidratación de lodos son eficientes al momento de disminuir el agua del fango (los cuales pueden pasar de un 2% a un 25% de SST), reduciendo sustancialmente el volumen, haciendo que su costo de disposición disminuya y pudiendo recuperar parte del agua la cual puede regresar al tratamiento, logrando a largo plazo un ahorro económico y un retorno de la inversión inicial. Con esto se puede logra viabilizar el proyecto, y podemos contribuir con mejorar el sistema de calidad ambiental de la industria cervecera.
Autor: Renzo Velásquez


