

La industria del aceite esencial de limón
El agua en las industrias del sector de procesamiento de cítricos juega un rol muy importante debido a que la producción depende directamente de este recurso. Generando grandes volúmenes de agua residuales industriales, con características fisicoquímicas variables que determinan sus limitaciones en el tratamiento debido a factores económicos y ambientales.
El sector procesamiento de cítricos engloba a la industria de producción de aceite esencial de limón cuya principal producción se usa, en la elaboración de sabores para la industria de alimentación y farmacéutica; como en la elaboración de concentrados de refrescos, sabores de dulces, medicamentos y un menor porcentaje en la elaboración de fragancias de cosméticos y perfumes.
El aceite esencial de limón se obtiene a partir del epicarpio (cascara de limón) en la cual se busca extraer el limoneno cuya sustancia es de amplia utilidad como agente aromatizante, necesitando aproximadamente 3000 limones para producir 1 kg de aceite esencial.
En la producción de aceite esencial, el proceso más utilizado se obtiene a partir de la destilación con arrastre de vapor. Este proceso requiere en principio la trituración del limón, para obtener la sustancia aromatizante del epicarpio dentro del jugo. La destilación se aplica debido a que el vapor de agua suministrado permite extraer las esencias a temperatura de ebullición (100°C).
Aguas residuales industriales
En las etapas de producción del aceite esencial de limón requieren de un gran consumo de agua y por consiguiente se generan grandes volúmenes de agua residuales industriales.
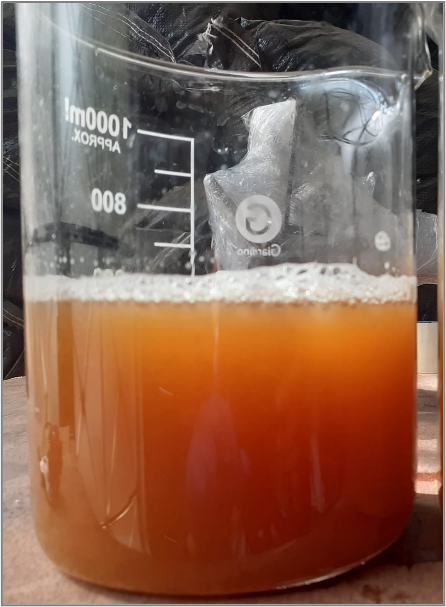
Los procesos de mayor generación de aguas residuales industriales, provienen del lavado de las cascaras trituradas de limón cuyas características resaltan el alto contenido de solidos suspendidos y pH ácidos. Así mismo el efluente generado luego de la destilación, presentado altas temperaturas (70-90°C), pH ácidos y elevadas concentraciones de carga orgánica y solidos suspendidos, muy similar a la vinaza producida durante la producción etanol.
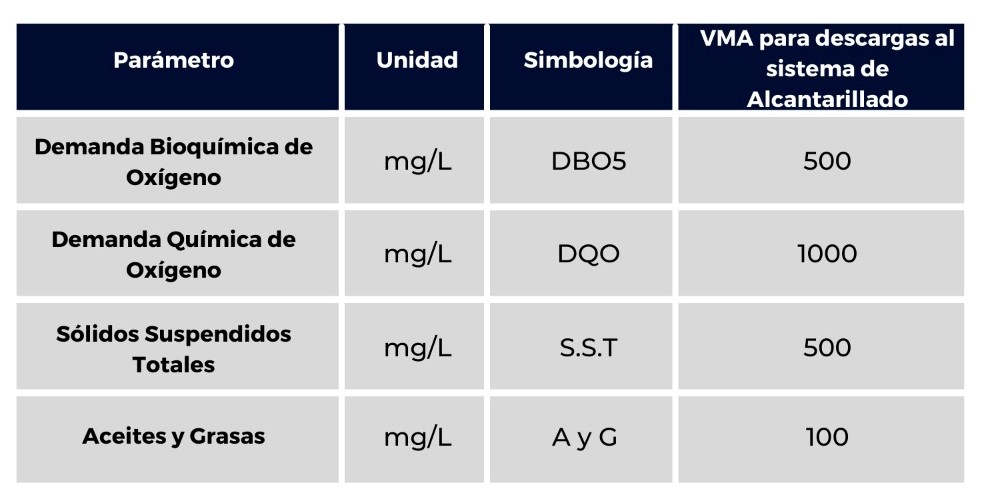
Debido a estas características del agua residual industrial, generan el incumpliendo de las normas ambientales peruanas como los valores máximos admisibles (VMA) si fuera vertida a la red de alcantarillado y/o estándares de calidad ambiental (ECA) si fueran vertidos a un cuerpo receptor (rio, lago, laguna, mar, etc.).

Figura 1. Agua residual industrial
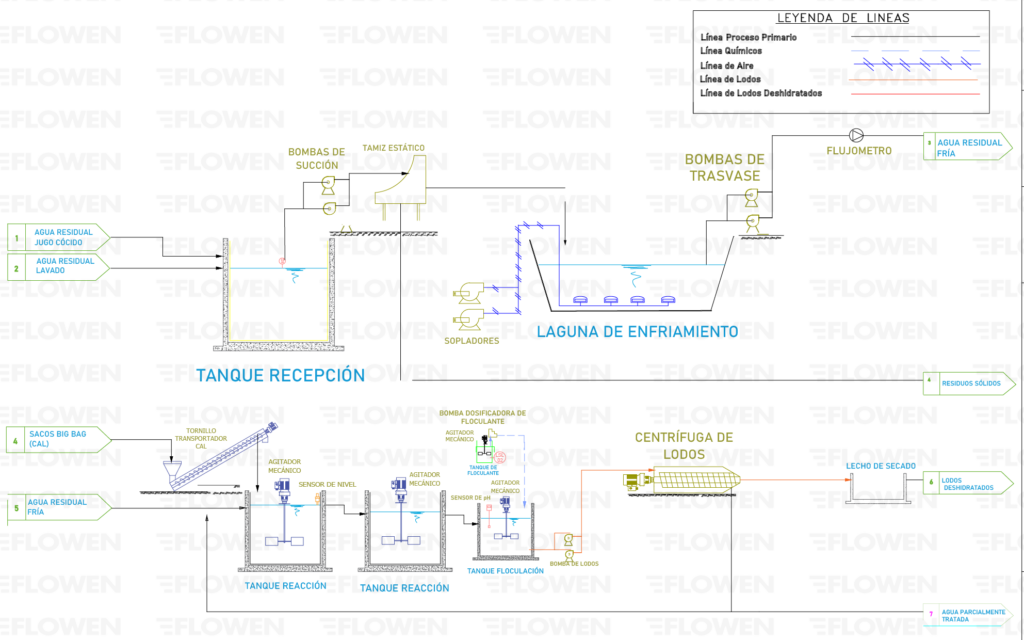
Planta de tratamiento de aguas residuales industriales
En el diseño de soluciones de tratamiento, se debe tener en cuenta que el principal objetivo es regular el pH y el control de la temperatura, debido al ser parámetros críticos que originarían perdidas de eficiencias para cualquier tratamiento. Por lo que el proceso de tratamiento de aguas residuales industriales debe considerar etapas que permita controlar, regular y remover los parámetros de carga orgánica, solidos suspendidos, control de temperatura y regular el pH.
Como se indica, la gran variabilidad y la presencia parámetros críticos no permite la aplicación directa de tecnologías de tratamientos convencionales (biológicas), sino se hace obligatoria la incorporación de pretratamiento eficaces para la remoción de solidos (pepas y trozos de cascara de limón) y tratamiento físico químicos (neutralización y floculación), además de procesos que permitan la reducción de la temperatura.
Pretratamiento
La presencia de sólidos en el agua residual, presentan granulometrías variables (encontrándose pepas, trozos de cascaras, pulpa de limón, etc.), por lo cual es necesario su separación con el objetivo de no generar interferencias en los procesos posteriores que impliquen un mayor consumo de químicos. Esta separación se logra a través de tamices estáticos de diámetros de malla de 0.75 mm o 0.50 mm que permita una máxima remoción.
Enfriamiento
La elevada temperatura presente en el agua residual, origina la perdida de eficiencias de los tratamientos fisicoquímicos, por lo cual debe ubicarse antes de este proceso. Así mismo requiere de equipos y/o materiales resistentes a estas condiciones. Por todo ello el establecimiento de un sistema tratamiento eficaz resulta imprescindible, sin embargo se debe tener en consideración las características del agua residual como pH y solidos suspendidos. Para el logro de esto se requiere de sistemas de enfriamiento en base a la disminución de la temperatura mediante aireación natural y mecánica, la cual generara la turbulencia necesaria para entrar en contacto el agua residual y el aire, disminuyendo así la temperatura, acompañada con mayores de áreas para aumentar la velocidad de enfriamiento. Estos sistemas deberán estar cubierto con materiales resistentes a la corrosión producto del efluente acido.
Tratamiento físico químico
- Neutralización
La neutralización tiene el objetivo de regular el pH a través de compuestos como hidróxido de sodio (NaOH) e hidróxido de calcio o también llamado cal apagada (Ca(OH)2), los cuales permiten elevar el pH del agua residual a condiciones neutras. Sin embargo la elección de cada insumo origina variaciones en las secuencias de tratamientos.
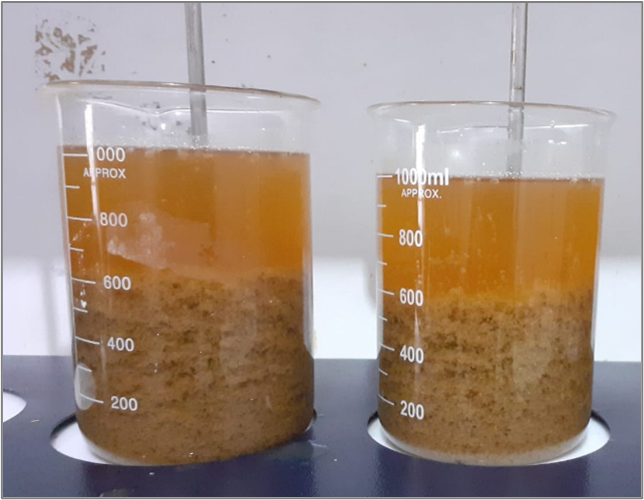
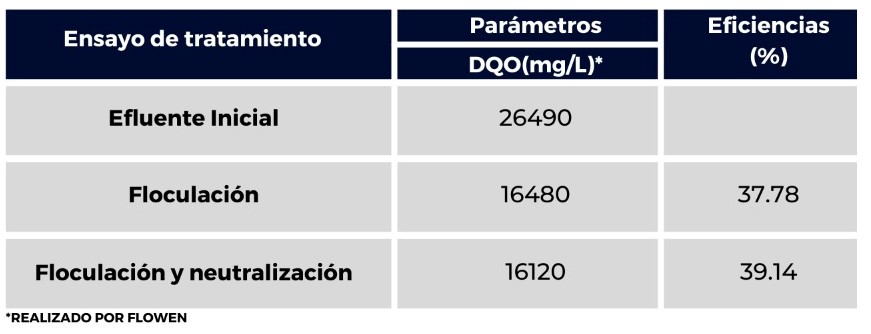
El uso de hidróxido de sodio en el proceso de neutralización, requiere de una previa floculación y decantación de los sólidos, esto debido a que la reacción originada entre el polímero o floculante con el agua residual, permite la remoción de coloides y material orgánico que elevan el consumo de hidróxido de sodio. Logrando una clarificación previa a la neutralización, podemos reducir la dosis de hidróxido de sodio.
Figura 2. Muestras tratamiento por floculación y neutralización (hidróxido de sodio). Flowen
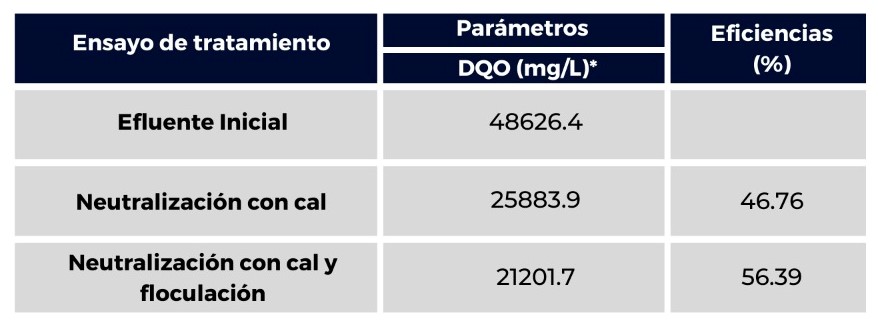
El uso de hidróxido de calcio en el proceso de neutralización, implica que el tratamiento inicial sea la neutralización, la cal apagada (hidróxido de calcio) cumple 2 funciones, como agente neutralizante y coadyuvante (desestabiliza las partículas coloidales), sin embargo, requieren de largos tiempos de reacción y mezcla. Adicional a la etapa de neutralización se integra la floculación con el objetivo de agrupar los coloides y el hidróxido de calcio (cal) luego de la reacción de neutralización.
Figura 3. Muestra tratada con la neutralización (hidróxido de calcio) y floculación. Flowen.

Tratamiento biológico
El tratamiento biológico, se enfoca en reducir los parámetros DBO5 y DQO del agua residual industrial. La elección del tipo de tratamiento depende del grado de concentración de los parámetros y las eficiencias requeridas. Para las condiciones del agua residual se requiere de los tratamientos anaerobios y aerobios con el objetivo de remover la materia orgánica.
- Tratamiento anaerobio
Los tratamientos anaerobios consisten en procesos realizado por grupos bacterianos específicos en ausencia de oxigeno transformando la materia orgánica en una mezcla de gases, fundamentalmente metano (CH4) y CO2 (biogás). El tratamiento anaerobio se caracteriza por manejar altas cargas de materia orgánica y tiempos de retención hidráulicos largos (TRH ˃ 8 horas). Así mismo, estos presentan porcentajes de remoción entre 70-85% de la DQO y DBO5 de ingreso.
- Tratamiento aerobio
Generalmente se emplean tecnologías de tratamiento convencionales como lodos activados y lagunas de oxidación, sin embargo, para obtener mayores eficacias se requiere de tratamientos robustos que se adapten a la naturaleza cambiante del agua residual, como los reactores de lecho móvil (MBBR) los cuales combinan el tratamiento biológico convencional con la adición de portadores o carriers, los cuales permiten tratar más (mayores caudales) en menos área y en menos tiempo. Asimismo, estos presentan porcentajes de eficiencias entre 80-95%.
Luego de la secuencia de tratamiento anaerobio + aerobio + decantación secundaria, el efluente puede lograr cumplir los valores máximos admisibles para descargas de aguas residuales no domesticas al alcantarillado público.
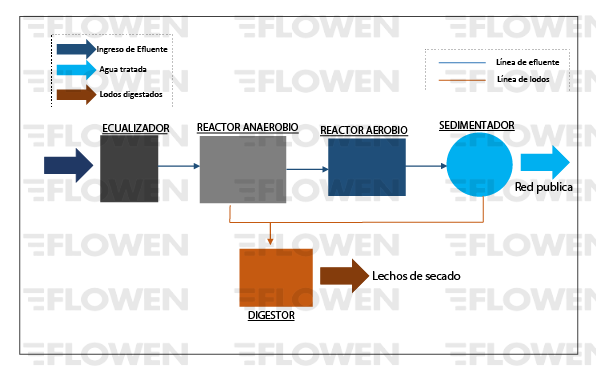
Tratamiento de lodos
El tratamiento de lodos de acuerdo a su origen (lodos fisicoquímicos y/o lodos biológicos) cuenta con procesos de separación sólidos-liquido de acuerdo al tipo o secuencia de tratamiento.
- La neutralización con hidróxido de sodio anterior a la floculación requiere una separación de solidos-liquido presentes en el agua residual a través de decantación, sin embargo los lodos seguirán procesos de deshidratación a través lechos de secado, deshidratador tipo tornillo, etc.
- La neutralización con hidróxido de calcio y posterior floculación requiere una separación solido-líquida a través de decantadores centrífugos, con el objetivo de generar un menor porcentaje de humedad en los lodos, sin embargo seguirán procesos de deshidratación a través lechos de secado.
- Los lodos generados en los procesos biológicos sean almacenados en digestores para su estabilización y posterior deshidratación a través de lechos de secado mediante la luz solar.
Autor: Leoncio Uturi



Genial, Articulo muy util